Ерекшеліктер
Кесу жылдамдығы: 80 м / мин
Қолдау көрсетілетін графикалық пішім: DWG, DXF
Қолданылуы: Лазерді кесу
Шарт: Жаңа
Кесу қалыңдығы: 0-25 мм
CNC немесе Жоқ: Ия
Салқындату режимі: суды суыту
Бағдарламаны басқару: Cypcut
Шығарылған орны: Қытай Анхуи (Майндағы)
Тауар атауы: ACCURL
Сертификаттау: CE, ISO, SGS
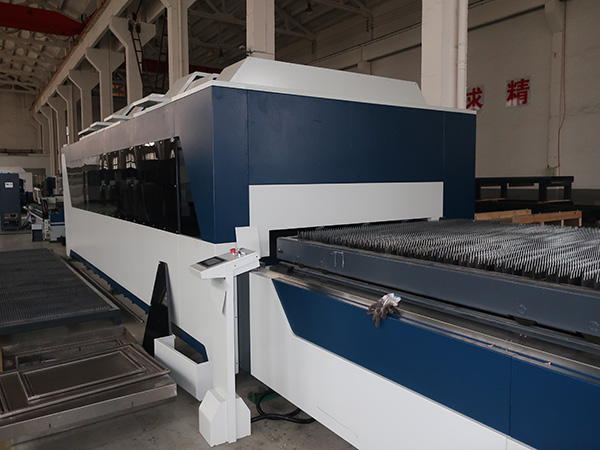
Өнімнің атауы: талшықты-лазерлік түтік пен плита кескіш
Қуат көзі: 5000W / 700W / 750W / 800W / 1000W / 1200W / 2000W
кесу пішіні: пластина және құбыр
Жұмыс аймағы: 1500mmX3000mm / 2000mmX4000mm / 2000mmmX6000mm
Түрі: талшықты лазерлік кесу
Максималды жұмыс жылдамдығы: 80 м / мин
Түтік кесу диаметрі: 30мм-220мм
Түтік кесу ұзындығы: кемінде 6 м
X, Y осінің жағдайы: 0.05 мм
X, Y осі қайталану дәлдігі: 0,025 мм
Сервисті сатудан кейінгі қызмет көрсету: Инженер шетелге қызмет көрсету үшін қол жетімді
Талшықты лазерлі кесетін машинаның артықшылықтары:
1. Тамаша жол сапасы: кішігірім лазерлі нүкте және жоғары жұмыс тиімділігі, жоғары сапа.
2. Жоғары кесу жылдамдығы: кесу жылдамдығы CO2 лазерлі кесетін машинадан бірдей 2-3 есе артық.
3. Тұрақты жұмыс: әлемдік импорттық талшықты лазерлерді қабылдау, тұрақты жұмыс, негізгі бөліктер 100000 сағатқа жетуі мүмкін;
4. фотоэлектрлік конверсия үшін жоғары тиімділік: СО2 лазерлі кескіш машинамен салыстыру, талшықты лазерлі кесу машинасы фотоэлектрлік конверсия тиімділігіне үш рет ие.
5. Төмен баға: энергияны үнемдеу және қоршаған ортаны қорғау. Фотоэлектрлік конверсия жылдамдығы 25-30% дейін. Электр энергиясын тұтынудың төмен деңгейі, дәстүрлі СО2 лазерлі кесетін машинаның шамамен 20% -30% -ын құрайды.
6. Төмен техникалық қызмет көрсету: талшықты желінің берілуін объективтікті көрсетуге қажеттілік жоқ, техникалық қызмет көрсету шығындарын сақтамайды;
7 Жеңіл операциялар: талшықты желілерді беру, оптикалық жолды реттеу.
Техникалық параметрлері
Тиімді жұмыс алаңы (мм) | 3000x1500 / 4000x2000 / 6000x2000 | ||
Максималды құбыр диаметрі | 200 мм (600 мм-ге теңшеуге болады) | ||
Құбыр ұзындығы | 6 мм | ||
Z осі соққысы | 120 мм | ||
Максималды жылдамдығы | 60 м / мин | ||
X, Y осінің орналасу дәлдігі | 0,05 мм | ||
X, Y қайталану дәлдігі | 0,025 мм | ||
Лазер көзі | 500w / 700w / 750w / 800w / 1000w / 1200w / 2000w | ||
Көміртекті болат | ≤10 мм | ||
Тот баспайтын болат | ≤ 4 мм | ||
Алюминий | ≤ 4 мм | ||
Стандартты конфигурация
Талшықты-қуат көзі | Raycus / IPG | ||
Талшықты кесу басы | Raytool | ||
Машина денесі | TAYOR | ||
Cross Beam | TAYOR | ||
Жұмыс кестесі | TAYOR | ||
Беріліс қорабы | Апекс | ||
X, Y Тіреуіш және пиний | Швеция Линден | ||
Балдың бұрандасы | Тайвань Хивин | ||
темір жол | Тайвань Хивин | ||
Пневматикалық жүйе | Жапония SMC | ||
салқындату жүйесі | Тайор | ||
Электрлік компоненттер | Шнайдер | ||
Басқару жүйесі | CypCut | ||
Айнымалы ток қозғалтқышы және жүргізушісі | Яскава | ||
CAD / CAM бағдарламалық қамтамасыз ету | Smart Nest кәсіби | ||
Кесу параметрі(Лазер қуатын 700w жағдайда)
Лазер қуаты (W) | Материал | Қалыңдығы (мм) | Жылдамдық (м / мин) | Газды кесу |
700W | Тот баспайтын болат | 0.5 | 21 | N2 |
1 | 16 | N2 | ||
2 | 5 | N2 | ||
3 | 2 | N2 | ||
4 | 1.2 | N2 | ||
700W | Көміртекті болат | 1 | 12 | O2 |
2 | 6 | O2 | ||
3 | 4 | O2 | ||
4 | 3 | O2 | ||
5 | 2 | O2 |
Электр энергиясының жалпы құны
Элементтер | Қуаты (кВт) | Жалпы қуаты (кВт / сағат) | Жалпы құны (usd / h) |
Лазер | 2.9 | ≦ 20.9 | 2,0 АҚШ доллары (60% жалпы жүктеме үшін шоттар) |
машина | 9.5 | ||
салқындатқыш | 4.5 | ||
Ауа компрессоры | 4 |
Газ құны
Газ түрі | Бағасы (USD / цилиндр) | Сыйымдылығы (мин / цилиндр) | Бағасы (USD / H) | Ескерту |
O2 | 2.5 | 60 | 2.5 | 1мм көміртекті болат |
N2 | 4.2 | 15 | 16.5 | 1мм көміртекті болат |
Сұйық N2 | 55 | 120 | 4.5 | 1мм баспайтын болат |
Ауа | 1.1 (ауа компрессоры) | 2 мм-ден кем көміртекті болат, сапасын кесу |

Орнату шарттары
Сатушы персонал келесідей орнатуды бақылайды:
1) орнату және жинау
2) Машинаны және жұмыс үстелін орналастыру
3) Кабельдер мен шлангтарды қызмет көрсету пунктінен өткізу
4) Электр кабельдерін және газ шлангтарын машинаға қосу
Оқу мерзімі
Пайдаланудан кейін сатушы техник Тренингті бастайды.
Тапсырыс беруші оқуды қанағаттанарлық аяқтау үшін жеткілікті материалдар мен шығын материалдарын қамтамасыз етеді.
Тренинг төмендегілерді қамтиды:
1) Машинаға шолу
2) Басқару функциялары және жұмыс
3) Машина жасау және баптау
4) Машинаның қадағалауы
Машина операторын оқыту монтаждау және іске қосумен бірдей, сондықтан қызметкерлер әрқашан қол жетімді болуы керек.









